
2 methods of welding robot programming
Welding robots are industrial robots that are engaged in welding, including cutting and painting. According to the definition of a standard welding robot by the International Organization for Standardization (ISO), an industrial robot is a versatile, reprogrammable Manipulator with three or more programmable axes for Industrial automation field. In order to adapt to different purposes, the mechanical interface of the last axis of the robot, usually a connecting flange, can be fitted with different tools or end effectors. The welding robot is to attach a welding tong or a welding (cutting) gun to the end shaft flange of an industrial robot, so that it can be welded, cut or thermally sprayed.

Spot welding is not very demanding on welding robots. Because spot welding only requires point control, there is no strict requirement for the movement path of the welding tongs between points. This is the reason why robots can only be used for spot welding at the earliest. The spot welding robot not only needs to have sufficient load capacity, but also has a fast speed when moving between points, and the movement should be smooth and the positioning should be accurate to reduce the shift time and improve the work efficiency. How much load capacity a spot welding robot needs depends on the type of welding tongs used. For welding tongs separated from the transformer, a robot with a load of 30 to 45 kg is sufficient. However, on the one hand, the welding tongs have large electrical energy loss due to the length of the secondary cable, and are also disadvantageous for the robot to extend the welding tongs into the workpiece. On the other hand, the cable runs without the robot moving, and the cable is damaged quickly. .
Therefore, the use of integrated welding tongs is gradually increasing. This welding tongs together with the transformer quality is around 70kg. Considering that the robot has sufficient load capacity, the welding tongs can be sent to a space position for welding with a large acceleration, and a heavy-duty robot with a load of 100 to 150 kg is generally selected. In order to meet the requirements of short-distance rapid displacement of welding tongs during continuous spot welding. The new heavy-duty robot adds the ability to perform 50mm displacement in 0.3s. This puts higher demands on the performance of the motor, the operation speed of the microcomputer and the algorithm.
1) Stabilizing and improving the quality of welding, which can reflect the quality of welding in the form of numerical values;
2) Improve labor productivity;
3) Improve the labor intensity of workers and work in harmful environments;
4) Reduce the requirements for workers' operating technology;
5) Shorten the preparation period for product modification and reduce the corresponding equipment investment.
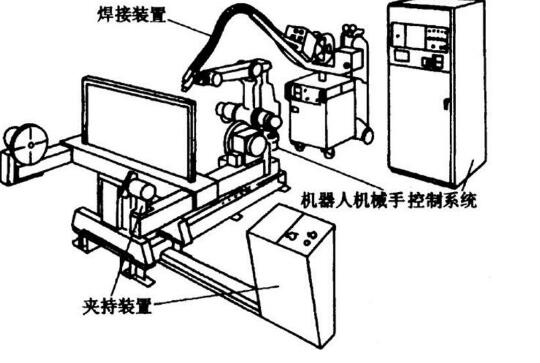
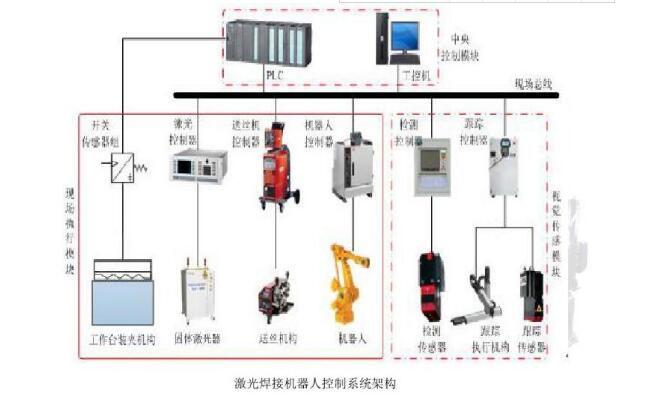
Welding robot system compositionWelding robots mainly include two parts: robots and welding equipment. The robot consists of a robot body and a control cabinet (hardware and software). For welding equipment, for example, arc welding and spot welding are composed of welding power source (including its control system), wire feeder (arc welding), and welding torch (clamp). For intelligent robots, there should also be sensing systems such as laser or camera sensors and their controls. Figures 1a and b show the basic components of an arc welding robot and a spot welding robot.
The programming method of the welding robot is still based on the online teaching method (Teach-in), but the interface of the programmer has been improved a lot compared with the past, especially the adoption of the liquid crystal graphic display makes the programming interface of the new welding robot more. It is friendly and easy to operate. However, the coordinate position of the key points on the weld trajectory during robot programming must still be obtained by teaching and then stored in the motion command of the program. For some complex shape weld trajectories, it takes a lot of time to teach, which reduces the efficiency of the robot and increases the labor intensity of the programmer. There are two methods currently being solved:
First, the teaching programming only roughly obtains several key points on several weld trajectories, and then automatically tracks the actual weld trajectory by welding the robot's visual sensor (usually an arc sensor or a laser vision sensor). Although this method is still inseparable from teaching programming, it can reduce the intensity of teaching programming and improve programming efficiency to a certain extent. However, due to the characteristics of arc welding itself, the robot's vision sensor is not suitable for all weld forms.
The second is to adopt a completely off-line programming method, so that the preparation of the robot welding program, the acquisition of the coordinate position of the weld trajectory, and the debugging of the program are all completed independently on one computer, without the participation of the robot itself. Off-line programming of robots existed many years ago, but because of the limitations of computer performance at that time, offline programming software is mainly text-based. Programmers need to be familiar with all the command systems and syntax of robots, and also know how to determine the space of weld trajectories. Position coordinates, so programming is not easy and time-saving. With the improvement of computer performance and the development of computer 3D graphics technology, most of the offline programming systems of today's robots can be run in a three-dimensional graphics environment. The programming interface is friendly and convenient. Moreover, the coordinate position of the weld bead can usually be used as a virtual representation. ""virtual Teach-in" method, you can easily click the welding part of the workpiece in the 3D virtual environment with the mouse to obtain the spatial coordinates of the point; in some systems, the weld position can be directly defined by the CAD graphic file. A weld trajectory is generated and the robot program is automatically generated and downloaded to the robot control system. Thereby greatly improving the programming efficiency of the robot and reducing the labor intensity of the programmer. At present, there are offline programming software for commercial robots based on ordinary PCs in the international market. Such as Workspace5, RobotStudio, etc. Figure 9 shows the PC-based 3D visualization robot offline programming system developed by the author. The system can be used for offline programming of ABB's IRB140 robot. The weld trajectory in the program is obtained through virtual teaching, and in the three-dimensional graphics environment, the robot can simulate the movement according to the trajectory in the program to verify its accuracy and rationality. The programmed program can be downloaded directly to the robot controller via the network.

(1) There is a problem of weld bias: it may be that the position of the weld is incorrect or there is a problem when the weld gun is looking for. At this time, consider whether TCP (the position of the torch center point) is accurate and adjust it. If this happens frequently, check the zero position of each axis of the robot and recalibrate it to correct it.
(2) There is a problem of undercut: the welding parameters may be improperly selected, the angle of the welding gun or the position of the welding gun may be incorrect, and may be adjusted appropriately.
(3) Porosity problems: It may be that the gas protection is poor, the primer of the workpiece is too thick, or the shielding gas is not dry enough, and the corresponding adjustment can be processed.
(4) Excessive spattering problem: the welding parameters may be improperly selected, the gas composition may be caused, or the outer elongation of the welding wire is too long. The power of the machine may be appropriately adjusted to change the welding parameters, and the gas proportioning instrument may be adjusted to adjust the proportion of the mixed gas. Adjust the relative position of the torch to the workpiece.
(5) An crater problem is formed after cooling at the end of the weld: when the program is added, the buried crater function is added to the work step, which can be filled.
(1) Collision gun: It may be due to deviation of the assembly of the workpiece or TCP inaccuracy of the welding torch, and the assembly condition may be checked or the welding torch TCP may be corrected.
(2) An arc fault occurs and the arc cannot be induced: it may be because the wire does not touch the workpiece or the process parameters are too small, the wire may be manually fed, the distance between the welding gun and the weld be adjusted, or the process parameters may be appropriately adjusted.
(3) Protective gas monitoring alarm: If there is a fault in the cooling water or protective gas supply, check the cooling water or protective gas pipeline.

(1) Select a reasonable welding sequence to reduce the welding deformation and the length of the torch travel path to determine the welding sequence.
(2) The space transition of the welding gun requires a short, smooth and safe moving track.
(3) Optimize the welding parameters, in order to obtain the best welding parameters, make working specimens for welding test and process evaluation.
(4) Use a reasonable position of the positioner, the attitude of the welding gun, and the position of the welding gun relative to the joint. After the workpiece is fixed on the positioner, if the weld is not the ideal position and angle, it is required to continuously adjust the positioner during programming so that the welded welds reach the horizontal position one by one in the welding sequence. At the same time, it is necessary to constantly adjust the position of each axis of the robot to reasonably determine the position, angle and extension length of the welding gun relative to the joint. After the position of the workpiece is determined, the position of the welding gun relative to the joint must be observed by the programmer's eyes, which is difficult. This requires the programmer to be good at summing up the accumulated experience.
(5) Insert the clearing gun program in time, and after writing a certain length of welding procedure, the cleaning gun program should be inserted in time to prevent the welding spatter from clogging the welding nozzle and the contact tip, ensure the cleaning of the welding gun, improve the life of the nozzle, and ensure reliable arc ignition. Reduce welding spatter.
(6) The programming procedure is generally not in one step. It is necessary to continuously check and modify the program during the robot welding process, adjust the welding parameters and the posture of the welding gun, etc., to form a good program.

Variable Frequency Drive,Variable Frequency Drive For Motor,Three Phase 400V Ac Drive,Variable Frequency Drive For Lift
Zhejiang Kaimin Electric Co., Ltd. , https://www.ckmineinverter.com